Quy trình hiệu chuẩn panme để đảm bảo độ chính xác




Không thể tránh khỏi việc khiến thước panme dần mất đi độ chính xác ban đầu do thời gián sử dụng lâu hay làm rơi. Vì vậy, để đảm bảo độ chính xác cao, hiệu chuẩn panme định kỳ rất cần thiết. Đọc bài viết sau đây của THB Việt Nam để biết quy trình hiệu chuẩn panme chi tiết nhất!
Chuẩn bị hiệu chuẩn panme
1. Xác định phương pháp và phép hiệu chuẩn
Phương pháp hiệu chuẩn: Để kiểm tra độ chính xác của thước panme, ta sử dụng một bộ căn mẫu phù hợp với dải đo của panme cần hiệu chuẩn.

Các phép hiệu chuẩn panme:
- Kiểm tra bên ngoài panme
- Kiểm tra kỹ thuật của panme
- Kiểm tra khả năng đo lường của panme: bao gồm các phép đo để xác định độ không phẳng của đầu đo, kiểm tra vị trí "0", xác định độ không song song của mặt đo, xác định lực đo và xác định sai số của thanh điều chỉnh.
2. Chuẩn bị dụng cụ hiệu chuẩn
Trước khi tiến hành hiệu chuẩn panme, bạn cần chuẩn bị các dụng cụ hỗ trợ, bao gồm:
- Kính lúp 10x.
- Bàn map, tốt nhất là loại bàn đá phẳng.
- Bộ kính song phẳng.
- Bộ căn mẫu cấp chính xác 1 và cấp chính xác 0.
- Đèn đơn sắc.
- Đế kẹp panme.
Lưu ý: bạn phải làm sạch panme, các căn mẫu và dụng cụ để hiệu chuẩn bằng vải mềm với xăng công nghiệp hoặc các dung dịch chuyên dụng trước khi hiệu chuẩn.
3. Chuẩn bị phòng hiệu chuẩn
Khi hiệu chuẩn panme, phòng hiệu chuẩn cũng phải đảm bảo điều kiện nhiệt độ và độ ẩm đồng nhất. Trong đó:
- Nhiệt độ phòng duy trì ổn định (20 ± 2) ºC.
- Độ ẩm phòng duy trì ổn định (50 ± 20) %RH.
Sử dụng thiết bị đo độ ẩm, nhiệt độ để đảm bảo phòng đạt điều kiện. Sau đó đặt panme cần hiệu chuẩn và các dụng cụ đã chuẩn bị trên bàn map và đặt trong phòng trước ít nhất 1h để đảm bảo đồng nhất nhiệt độ, độ ẩm.

Xem thêm: Cách sử dụng thước panme điện tử
Quy trình hiệu chuẩn panme
1. Kiểm tra bên ngoài panme
Bước đầu tiên trong quy trình hiệu chuẩn panme là kiểm tra bề ngoài của thước đo thông qua cách quan sát bằng mắt thường. Dù là panme đo ngoài, đo trong, đo lỗ, từ dạng cơ khí, điện tử đến đồng hồ đều phải đáp ứng các tiêu chuẩn sau.
- Bề mặt của mỏ đo và thanh điều chỉnh không có bất kỳ vết xước, lồi lõm hoặc han rỉ nào.
- Các vạch chia được khắc trên thước phải rõ ràng.
- Nếu là panme điện tử thì đảm bảo số hiện trên màn hình rõ ràng.
2. Kiểm tra kỹ thuật của panme
Đây là bước kiểm tra từng chi tiết của panme bao gồm:
- Núm bánh cóc của panme có hoạt động bình thường hay không?
- Khi vặn bánh cóc, mỏ đo di động của panme phải đảm bảo chuyển động nhẹ nhàng trong toàn bộ phạm vi đo.
- Khi quay trục ren tự do, trục ren phải chuyển động nhẹ nhàng và đầu chỉnh lực không được trượt.
- Khi dừng lại ở mọi phạm vi đo của panme, đảm bảo chốt hãm phải giữ chặt trục thước. Đồng thời, trục không thể di chuyển sau khi chốt được siết chặt.
3. Kiểm tra khả năng đo lường của panme
a. Xác định độ không phẳng đầu đo:
Để xác định độ không phẳng của đầu đo, ta đặt tấm kính phẳng vào từng mặt đo của panme. Sau đo đếm số vân giao thoa xuất hiện.
Khi các vân giao thoa là các vòng tròn khép kín, độ không phẳng được tính theo công thức sau:
P = m x λ/2 (1)
Trong đó: P: độ không song phẳng của mặt đo
m: số vân giao thoa
λ: bước sóng ánh sáng (ánh sáng trắng có λ=0.06µm)

Nếu vân giao thoa là đường cung, độ không phẳng của 2 mỏ đo panme được tính bằng công thức:
P = a/b x λ/2 (2)
Trong đó: a: khoảng cách của hai vân giao thoa liên tiếp
b: độ cong của vân giao thoa
Trong trường hợp vân giao thoa không đồng đều về hai phía của điểm hoặc đường tiếp xúc, hãy chọn phía có số vân giao thoa nhiều hơn và tính độ không phẳng theo cả (1) và (2). Lưu ý, khi tính toán phải trừ đi 0.6mm từ mép của mặt cần kiểm tra.
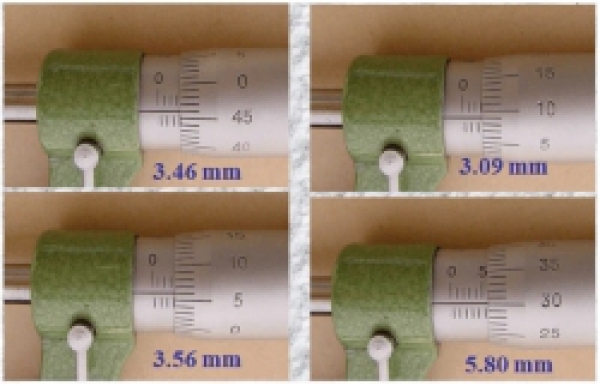
b. Kiểm tra vị trí “0”:
Bước 1: Xoay panme để cả thước chính và thước phụ về vị trí "0".
Bước 2: Tiếp theo sử dụng căn mẫu có phân loại bậc kích thước gấp 4 lần bước ren của panme.
Bước 3: So sánh kết quả panme thu được với kích thước của căn mẫu.
Bước 4: Tính sai số chỉ thị bằng cách lấy hiệu của kết quả đo trên thước panme và giá trị trên căn mẫu.

c. Xác định độ không song song:
Có 2 cách để xác định độ không song song của mặt đo panme. Trong đó:
Cách 1:
Ta sử dụng bộ 4 kính song phẳng với kích thước chênh nhau bằng 1/4 vòng quay của panme và đèn đơn sắc. Đặt các tấm kính phẳng lên hai mặt đo của panme lần lượt, để ít nhất một vân giao thoa xuất hiện trên mỗi mặt đo.
Tính độ không song song của mỏ đo panme theo công thức:
S = (m1 + m2) x λ/2
Trong đó: S: độ không song song
m1 và m2: số vân giao thoa trên hai mặt đo

Cách 2:
Ta cũng có thể sử dụng căn mẫu có kích thước chênh nhau 1/4 vòng quay của panme để kiểm tra độ không song song của 2 mặt đo. Đặt căn mẫu theo 4 góc đối nhau theo đường kính của mặt đo, sau đó đọc kết quả. Độ không song song của hai mỏ đo được xác định bằng hiệu số giữa giá trị đọc lớn nhất của mỗi kích thước căn mẫu.
d. Xác định lực đo:
Để xác định được lựa đo của đầu chỉnh lực panme, ta sử dụng một viên bi thép và đặt nó vùng chịu tải của cân và tâm mặt phẳng đo của panme. Tiếp theo, ta chỉnh lại trục thước cho thẳng đứng và vặn về vị trí "0". Ghi lại giá trị lớn nhất trên cân khi ảnh hưởng của lực điều chỉnh.
e. Xác định sai số của thanh điều chỉnh:
Để xác định được sai số của thanh điều chỉnh ta cũng dùng căn mẫu có kích thước tương ứng. Công thức tính sai số như sau:
dm = (1+L/50)
Trong đó: dm: sai số của thanh điều chỉnh.
L: kích thước danh định của thanh điều chỉnh
Hy vọng với bài viết mà thbvn.com chia sẻ trên đây đã giúp bạn hiểu rõ hơn về quy trình hiệu chuẩn panme chính xác. Nếu có nhu cầu tim mua panme chính hãng với mức giá tốt, hãy truy cập ngay vào website: Thbvietnam.com hoặc Maydochuyendung.com. Hoặc nhận được tư vấn và báo giá tốt nhất qua hotline 0904810817 ở Hà Nội hoặc 0979244335 ở TPHCM.




0 Đánh giá sản phẩm này
Gửi đánh giá của bạn